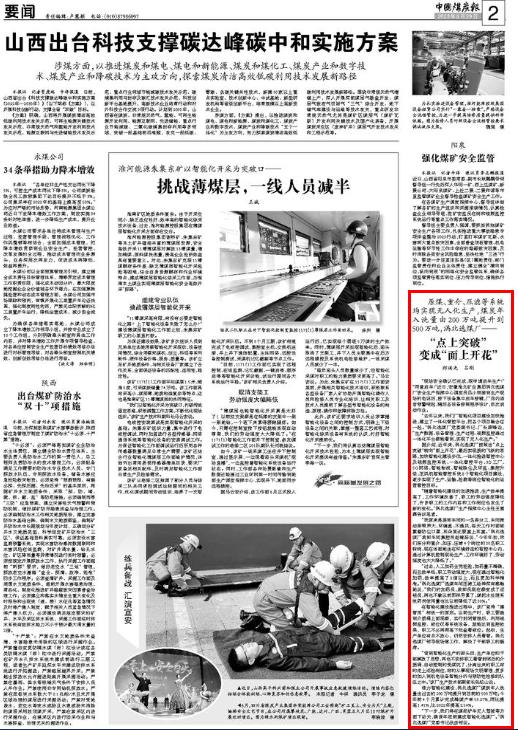
原煤���、重介����、压滤等系统均实现无人化生产��,煤炭年入洗量由200万吨提升到500万吨��,涡北选煤厂——
“点上突破”变成“面上开花”
“现场安全确认已完成��,现申请启车生产!”“同意启车!”近日���,安徽z6com·尊龙凯时「中国」官方网站集团涡北选煤厂安全生产指挥中心调度员吕小丽接到生产现场的电话后���,按下设备集中启车按键���,厂房内语音预警响起���,随后各设备按照程序设计���,依次启动作业����。
“去年以来���,我们厂智能化项目建设加快推进����,建立了一体化管控平台���,把各个项目融合在一起���。”涡北选煤厂党委副书记���、厂长薛峰说���,“生产数据��、设备管理���、生产过程����、视频监控通过一体化平台都能看到���,实现了无人化生产����。”
据介绍���,近年来����,涡北选煤厂按照由“点上突破”转向“面上开花”����,最后实现质的飞跃的思路���,加快智能化建设步伐���,一体化推进智控中心及视频监控系统��、一体化管控平台��、3D工厂����、5G网络���、智能物流����、智能除尘及环监����、集控升级����、压风机智能管控系统8个智能化项目建设���,逐步实现了生产���、运输���、检测等岗位智能化的运营管控目标����。
“随着智能化建设的加速推进����,生产效率提高了���,工作环境改善了��,职工的劳动强度降低了���,许多职工的工作内容和工作岗位也发生了新的变化���。”涡北选煤厂生产指挥中心主任王雪霖告诉笔者���。
“我原来是装卸车间的一名筛分工����,车间振动筛噪声大���、环境差���、不通风����,每天工作时面部戴着防尘口罩���,耳朵里还要塞上耳塞���。”涡北选煤厂装卸车间集控员赵倩茹说��,“今年年初���,我们筛分和重介���、加压��、压滤4个岗位的20名职工转岗����,现在体面地坐在环境舒适的智控中心内��,通过计算机控制现场生产���,工作环境好了����,劳动强度也大大降低了���。”
“过去����,人工加药全凭经验����,加药量不精确���,而且效率低���、职工劳动强度大����,现在通过智能化加药��,效率提高了2倍以上���,而且更加科学精准����。”涡北选煤厂选煤车间压滤工杨坤深有感触地说��,“我们的加药员��、装卸员现在都变成了巡视员��,再也不像以前那样劳累了��,煤泥水处理系统药剂使用量也比以前降低了近30%����。”
在智能化建设推进过程中��,该厂坚持“建管用”相统一的原则��。以前生产时���,职工要跑到介质桶上面观察��,实行封闭管理后���,利用视频监控����、液位仪等系统设备��,就能达到监控效果���,职工不必再爬高下低查看液位����。起初��,生产单位有点不放心���,仍然安排人员看管����。涡北选煤厂领导现场做工作���,解决了干部职工的疑虑����。
“尝到智能化生产的甜头后���,生产单位的干部解放了思想��,再也不安排职工看管封闭后的介质桶���、自动控制的受煤坑了���,分离出来的职工有的走上巡检岗位����,有的从事现场文明管理���,更多的加入到机电设备智能分析与预防性检修的队伍之中���。”该厂生产技术部副部长张松山说��。
借力智能化建设����,涡北选煤厂煤炭年入洗量由过去的200万吨提升到目前的500万吨����;今年前4个月累计完成精煤产率53.27%���,同比提高1.41%����,比2022年提高2.54%��。
“下一步���,我们将在煤泥铲车无人驾驶等方面下功夫���,确保年底前建成智能化选煤厂��。”涡北选煤厂党委书记战彦领说���。(郑洪光 吕刚)
来源����:《中国煤炭报》2023年6月29日 2版








